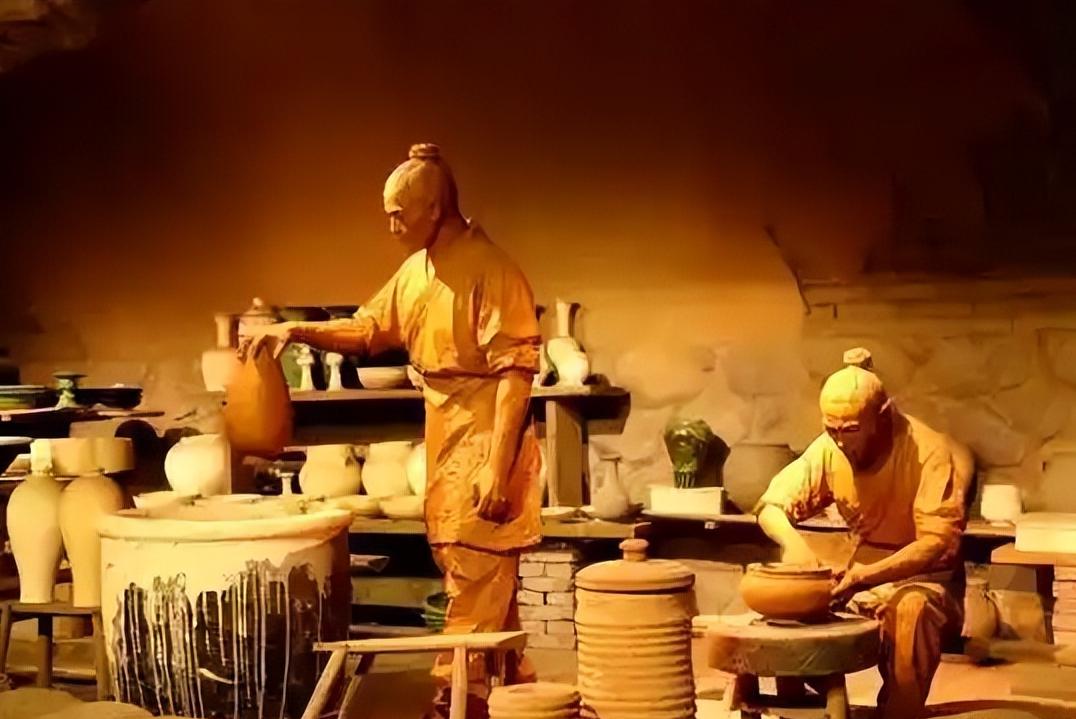
在现代陶瓷工业流水线出现前,古人如何烧制陶瓷器具?
在现代陶瓷工业流水线普及之前,古人仅凭双手与经验,历经数道复杂工序,将普通黏土化为温润坚韧的器具,延续数千年窑火不熄。
烧制陶瓷的第一步,是选材与备料,这是器物成型与耐用的基础,古人深谙“土为器之本”,选取黏土时极为讲究,优先挑选质地细腻、黏性适中、杂质少的陶土或瓷土,陶器多选用普通黏土,而瓷器则需用到含铝量高的高岭土,以保证胎体的白度与透光性。
为去除黏土中的砂砾与有机物,古人会将原料进行淘洗,通过水洗、沉淀、过滤,获得细腻泥浆,再经脱水、堆置陈腐数月,利用微生物作用增加黏土可塑性,避免烧制时开裂变形。
陈腐后的泥料还需人工踩揉或用石碾碾压,排出内部气泡,使泥料致密均匀,为后续成型做好准备。仰韶文化的彩陶、龙山文化的黑陶,其细腻胎质,正是得益于这道繁琐的备料工序。
原料备好后,便进入成型环节,这是决定器物形态的关键。古人的成型方法随时代演进,从原始到精细,逐步完善。
最古老的是捏塑法,适用于小件器物,仅凭双手将泥团捏制成形,简单直接却充满古朴意趣。
新石器时代盛行泥条盘筑法,工匠将泥拉成长条,一圈圈叠筑,再用拍子拍打塑形,器物内部往往留有泥条痕迹,尽显古拙之美。
随着技艺发展,轮制工艺应运而生,这是古代制陶技术的重大突破,工匠将泥团置于可旋转的辘轳车上,借助离心力与手部提拉,制成碗、盘、瓶等规整器型,再用刀具利坯,修整胎体厚度,确保厚薄均匀。
轮制工艺的出现,让陶瓷器形更加规整,生产效率也大幅提升,从大汶口文化晚期开始兴起,在龙山文化时期达到鼎盛。
此外针对复杂器型,古人还会采用模制法,将泥料放入石膏模或陶模中吸附成型,多用于浮雕装饰器物或特殊器型的制作。
成型后的坯体,需经过修饰与装饰,既提升美观度,也增强耐用性,工匠会用湿手抹平坯体表面,填补细孔,避免干燥开裂,也会通过拍印、刻花、剔花等方式制作纹饰,用竹刀在坯体上刻出图案,或剔去部分泥料形成浮雕,甚至用钴料、铜料进行釉下彩绘,为器物增添艺术价值。
修饰完毕后,坯体需自然晾干,待水分完全蒸发后才能进入施釉环节,否则烧制时会因水分蒸发产生气泡,导致器物炸裂。
施釉是陶瓷烧制的重要工序,不仅能保护胎体、防止渗漏,还能赋予器物温润的光泽与丰富的色彩。
古人根据坯体形状、厚薄,发明了多种施釉方法,最基础的是蘸釉法,将坯体浸入釉浆片刻取出,利用坯体吸水性使釉浆均匀附着,明清以前的瓷器多采用此法,器物往往上部有釉、下部露胎。
对于口小腹深的器物,如壶、瓶,采用荡釉法,将釉浆注入坯体内部,旋转荡匀后倒出余釉,确保内壁挂釉均匀。
大型器物则常用浇釉法,将釉浆泼浇在坯体表面,小件或局部施釉时,采用刷釉法,用毛笔蘸釉浆涂抹,而薄胎器物或特殊釉色,则会用吹釉法,将釉浆通过蒙纱的竹筒吹喷在坯体上,反复数次,直至釉层均匀。
古人的釉料多就地取材,以草木灰、石灰等为原料,不同釉料配方与施釉方法,造就了青瓷、白瓷、彩瓷等不同品类的陶瓷。
施釉完成后,便进入最关键的装窑与烧成环节,这一步直接决定器物的成败,古人根据时代需求,建造了多种窑炉,从原始的野烧、穴窑,到战国时期的龙窑、馒头窑,再到明代的阶级窑、景德镇蛋形窑,窑炉技术不断升级。
龙窑依山而建,呈卧龙状,倾斜角度15°~20°,利用热气流自然上升的规律,分段投柴,大幅提高热利用率,一次可装烧上万件器具,馒头窑形似馒头,属半倒焰窑,北方盛行,宋代后改用煤作燃料,烧成温度可达1300℃,能烧制出色泽鲜美的器物,景德镇蛋形窑壁薄,窑内温差小,在还原焰下能烧出“薄如纸、白如玉、声如磬”的精美瓷器,奠定了景德镇“瓷都”的地位。
装窑时,工匠会将坯体放入耐火匣钵中,避免窑火直接接触导致落灰污染,器物底部用支钉或垫饼支撑,防止釉面粘连。
烧成过程需严格控制温度与窑内气氛,陶器烧成温度约800-1000℃,瓷器则需1280-1400℃。
烧制分为氧化期、还原期与冷却期,氧化期排除坯体水分与有机物,还原期封闭窑炉,控制氧气含量,使金属氧化物呈色鲜艳,冷却期则需缓慢降温,防止器物炸裂。
从原料备制到入窑烧成,古人烧制一件陶瓷器具,需历经数十道工序,耗时数日甚至数月,每一步都依赖工匠的经验与耐心。
没有现代仪器的精准控制,古人仅凭肉眼观察窑火颜色、凭借手感判断泥料干湿,将土、水、火的特性发挥到极致。
这套手工烧制技艺,不仅满足了古人饮食盛物的实用需求,更孕育了璀璨的陶瓷文化,从新石器时代的彩陶,到唐宋的名窑精品,再到明清的青花、粉彩,每一件陶瓷器物,都是古人智慧与汗水的结晶。
现代工业流水线虽大幅提升了生产效率,却难以复制古人手工烧制的温度与韵味,那些流传至今的古陶瓷,依然在诉说着千年窑火背后的匠心与坚守。